Dome Optimization:
 |
| Figure 1: First production of injection molded dome with clear defects. |
 |
| Figure 2: Left to right: Process of optimization and noticeable disappearance of hole. |
 |
| Figure 3: Optimized injection molded dome with no defects. |
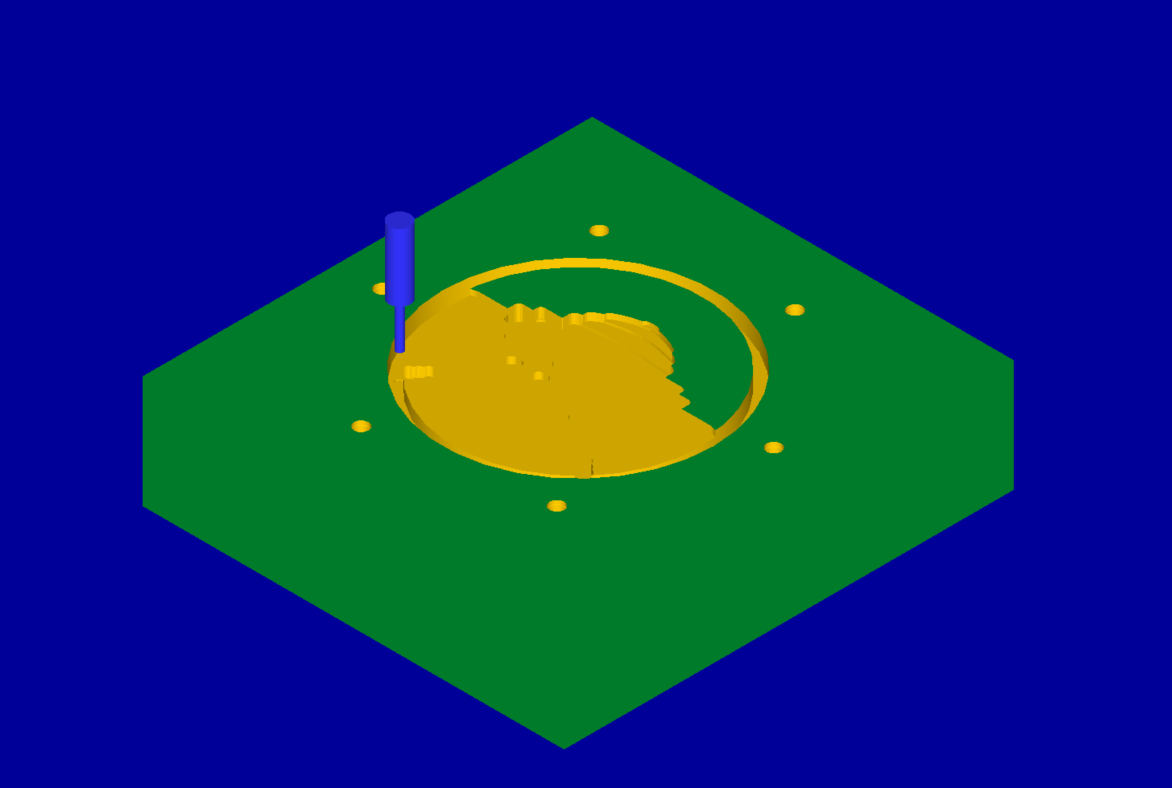
Process plan for Dome Cavity mold
 |
| *Positive vacuum vent holes were created on the cavity mold to prevent the defects seen in Figure 1 ie. holes. This was done after trying regular vacuum holes to no avail. Large holes were drilled on the back face of the mold then collapsed, after this the actual vacuum holes were drilled with the small 0.025" drill bit. **Step 7 was repeated with a 60 degree rotation to create three more small runners. |
Process plan for Dome Core mold
 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| *Step 5 was remachined in post operation with same 3/32" flat end mill bit. This was done to ensure better snapfit, and the parameters were calculated by measuring final shrinkage factors. To optimize the dome, the outer Set Up Sheet for Injection Molding of Dome (Optimized Parameters)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Map Optimization:
The map was originally too large to snap into the body shell. To fix this, we remade the cavity mold to have a smaller OD in order to allow for the snap fit with the measured shrinkage tolerances taken into account. The injection molding parameters were optimized, and can be seen in the set up sheet below.
Injection Hold
| |||||
Injection Hold Pressure Profile: P7-P16
| |||||
1000
|
1000
|
1000
|
1000
|
1000
| |
1000
|
1000
|
1000
|
1000
|
1000
| |
Injection Hold Time
|
8.0 s
| ||||
Cooling Time
|
25.0 s
| ||||
Set Screw Feed Stroke (Shot Size)
|
2.2 in
| ||||
Injection Boost
| |||||
Injection Speed Profile: V12-V21
| |||||
4.5
|
5.0
|
5.5
|
5.0
|
4.0
| |
4.0
|
4.0
|
3.0
|
2.0
|
1.5
| |
Injection Boost Pressure
|
1500 Psi
| ||||
Screw Feeding
| |||||
Screw Feed Delay Time
|
2.0 s
| ||||
Ejector
| |||||
Ejector Counter
|
2
| ||||
1/8” Ejectors Pins Length
|
5.570
| ||||
¼” Ejector Pin Length
|
#2
| ||||
 |
| Optimized injection molded Hack Map. |
Body Shell Optimization:
There was only one iteration for the mold that makes the body of the yo-yo. Several body shells were injection molded using this mold. We inspected all of them and saw that they were consistently without blemishes of any sort (short shots, flashes, etc). The snap fits of the hack map and the dome were individually modified to fir the snap fits set in the body shell. Therefore, the original settings resulted in optimal body shells for our yo-yo.
Injection Hold
| |||||
Injection Hold Pressure Profile: P7-P16
| |||||
400
|
400
|
400
|
400
|
400
| |
400
|
400
|
400
|
400
|
400
| |
Injection Hold Time
|
8.0 s
| ||||
Cooling Time
|
20.0 s
| ||||
Set Screw Feed Stroke (Shot Size)
|
2.2 in
| ||||
Injection Boost
| |||||
Injection Speed Profile: V12-V21
| |||||
3.5
|
4.0
|
4.5
|
4.0
|
3.0
| |
3.0
|
3.0
|
2.0
|
1.0
|
0.5
| |
Injection Boost Pressure
|
801 Psi
| ||||
Intrusion Speed
|
100 in/s
| ||||
Screw Feeding
| |||||
Screw Feed Delay Time
|
2.0 s
| ||||
Ejector
| |||||
Ejector Counter
|
2
| ||||
1/8” Ejectors Pins Length
|
5.460
| ||||
¼” Ejector Pin Length
|
#2
| ||||
 |
| Optimized injection molded Hack Map/Dome Shell. |
Thermoform Optimization:
 |
| Optimized thermoformed Dome Cover. |

























{kind=link}